

Paras autojen hitsauslaitteiden valmistaja ja tehdas Kiinassa
Yrityksen kehitys
- Vuonna 2011 TTM perustettiin Shenzhenissä.
- Vuonna 2012 muutto Dongguaniin;Yhteistyösuhteen rakentaminen Magna International Inc:n kanssa.
- Vuonna 2013 esittelemme edistyneempiä laitteita.
- Vuonna 2016 otettiin käyttöön laajamittaiset CMM-laitteet ja 5-akseliset CNC-laitteet;Yhteistyössä OEM Fordin kanssa, joka valmistui Porsche-, Lamborghini- ja Tesla CF -projektien kanssa.
- Vuonna 2017 Muutto nykyiseen tehdaspaikkaan;CNC nostettiin 8 sarjasta 17 sarjaan.Top Talent Automotive Fixtures & Jigs Co.Ltd perustettiin
- Vuonna 2018 teki yhteistyötä LEVDEO automotiven kanssa ja valmisti autoteollisuuden tuotantolinjan.4-akselinen nopea CNC otettiin käyttöön, CNC:n kokonaismäärä oli 21.
- Vuonna 2019 perustettiin Dongguan Hong Xing Tool & Die Manufacturer Co., Ltd.(Yhden luukun palvelu) Yhteistyössä Tesla Shanghain ja Sodecia Germanyn kanssa.Rakensi uuden T&K-laboratorion automaatiota varten.
- Vuonna 2020 yhteistyössä OEM ISUZU:n kanssa SA:ssa; RG06 One-Stop -palvelu on valmis.
- Vuonna 2021 etenemme laatuuskolla luodaksemme maailmanluokan yrityksen.
- Vuonna 2022 TTM Groupin toimisto perustettiin Dongguan Cityyn, uudet CNC 4-akseliset*5 sarjat, New Press* 630 tonnia, Hexagon Absolute Arm.
- Vuonna 2023 TTM rakentaa uutta kaluste- ja hitsauskiinnitysliiketoimintaa varten uutta tehdasta;yhden 2000T puristimen lisääminen.

Tarkastuskiinnikkeiden ja hitsausjigien tehdas (kokonaispinta-ala: 9000 m²)

Leimaustyökalujen ja meistien sekä koneistettujen osien tehdas (kokonaispinta-ala: 16 000 m²)
Tuotteen kuvaus
| tuotteen nimi | Hitsauslaite |
| Sovellus | Automotive CCB, Front End, WS Spring Link, Etupuskuri jne. |
| Hitsaustyyppi | Pistehitsaus, kaarihitsaus, (CNC/kokoonpano) Erikoishitsauslaite |
| Pneumaattisten komponenttien merkki | SMC, FESTO, TUENKERS, CKD, Manuaalinen puristin |
| Sähkökomponenttien merkki | OMRON, Mitsubishi, Siemens, Balluff |
| Materiaali (lohko, paikannusnasta) | 45# Teräs, kupari, ruostumaton teräs |
| Toimintatapa | Robottihitsaus, manuaalinen hitsaus, erikoiskonehitsaus |
| Hallitseva tapa | Ilmanohjaus (pneumaattinen ohjausventtiili), sähköinen ohjaus (solenoidiventtiili), manuaalinen, solenoidiventtiiliä ei vaadita Tarjoa liitinkytkin |
| Kiinnitystapa | Pneumaattinen, manuaalinen |
| Viestintätapa hitsauskennon kanssa | EtherCAT, PROFINET, CC-LINK |
| Tiedonsiirtorelelaatikko | Sähkörasian kytkentätapa, Pikapistoketyyppi, Solenoidiventtiilisaareketyyppi |
| Hitsauskiinnikkeen pohjatyyppi | Kiinnitetty lattiaan, asennoitin/kiinnitysnauha |
| Putkilinja | Yksikerroksinen putki, palonestoputki, kupari/ruostumaton teräsputki |
| Kiinnityspintakäsittely | Maalaus, Maalaus+Musta hapetus, Sinkkipinnoitettu, Jauhemaalaus |
| Toimitusaika | 2-4 viikkoa suunnitteluun ja suunnittelun arviointiin; 10-12 viikkoa valmistukseen suunnittelun hyväksymisen jälkeen 7-10 työpäivää lentoliikenteessä; 4-5 viikkoa meressä siemaillen |
| Kuole Elämä | Riippuu asiakkaan tuotantokapasiteetista |
| Laatuvakuutus | CMM-tarkastus Testaa näytteillä Lunastus paikan päällä Online-video Web-konferenssin osto Osto-ongelmien ratkaiseminen |
| Paketti | Puiset näytelaatikot;Puiset laatikot tai Lavat kalusteisiin; |
Autoteollisuushitsauslaitteetovat tärkeitä työkaluja autojen valmistusprosessissa.Nämä erikoislaitteet on suunniteltu varmistamaan eri komponenttien tarkka kohdistus ja kokoonpano, mikä helpottaa alustan, koripaneelien ja muiden kriittisten osien hitsausta.Tässä kattavassa katsauksessa tutkimme autojen hitsauskalusteiden keskeisiä näkökohtia, mukaan lukien niiden tärkeyttä, suunnittelunäkökohtia, valmistusta, laadunvalvontaa ja niiden roolia autoteollisuudessa.1. Autojen hitsauslaitteiden merkitys:
Autojen hitsauskiinnittimillä on keskeinen rooli autojen tuotannossa useista syistä: Tarkkuus: Ne varmistavat komponenttien tarkan kohdistuksen, mikä johtaa johdonmukaisiin ja tarkkoihin hitseihin.Tämä on tärkeää ajoneuvon rakenteellisen eheyden ja turvallisuuden kannalta.
Tehokkuus: Hitsauskiinnikkeet nopeuttavat kokoonpanoprosessia vähentäen valmistusaikaa ja työvoimakustannuksia.Laadunvarmistus: Pitämällä osat oikeissa asennoissa kalusteet minimoivat virheiden ja vikojen riskin lopputuotteessa.Johdonmukaisuus: Kiinnikkeet tuottavat tasaisia tuloksia kuljettajan taitotasosta riippumatta, mikä on välttämätöntä ajoneuvon tasaisen laadun saavuttamiseksi.2. Suunnittelua koskevat näkökohdat: Autojen hitsauskiinnittimien suunnittelu on monimutkainen prosessi, joka edellyttää useiden tekijöiden huolellista harkintaa: Ajoneuvon malli: Kiinnikkeen suunnittelun on vastattava valmistettavan ajoneuvon tiettyä merkkiä ja mallia.Tämä edellyttää syvää ymmärrystä ajoneuvon kokoonpanovaatimuksista.Osien sijoittaminen: Kiinnikkeen on sijoitettava tarkasti ajoneuvon eri osat, kuten koripaneelit, alustaosat ja rungon osat.Tämä sisältää tarkat sijaintipisteet, kiinnitysmekanismit ja tukirakenteet.Toleranssi ja kohdistus: Insinöörien on otettava huomioon tiukat toleranssit ja kohdistusvaatimukset varmistaakseen, että komponentit sopivat täydellisesti yhteen.
Materiaalin valinta: Valaisimen materiaalien valinta on ratkaisevan tärkeää.Sen tulee olla kestävä, lämmönkestävä ja jäykkä kestääkseen hitsausprosessin.Ergonomia: Valaisimien tulee olla helppokäyttöisiä ja käyttäjän turvallisia.Tämä sisältää pääsyn, näkyvyyden ja ergonomian huomioimisen hitsaustoimenpiteiden aikana.3. Valaisimen valmistus:
Autojen hitsauslaitteiden valmistus käsittää useita vaiheita:
CAD-suunnittelu: Suunnittelijat luovat valaisimesta yksityiskohtaisia 3D-CAD-malleja, jotka määrittelevät kunkin komponentin sijainnin, suunnan ja kiinnityspisteet.Materiaalin valinta: Valaisimen rakentamiseen valitaan suunnittelutietojen perusteella sopivat materiaalit, usein teräs tai alumiini.Komponenttien valmistus: Yksittäiset komponentit, mukaan lukien tukirakenteet, puristimet ja asemointielementit, valmistetaan tarkasti käyttämällä CNC-työstöä ja muita erikoistekniikoita.Hitsaus ja kokoonpano: Ammattitaitoiset hitsaajat ja teknikot kokoavat komponentit varmistaen, että ne sopivat yhteen tarkasti ja turvallisesti.Testaus: Valaisimelle tehdään tiukat testit sen varmistamiseksi, että se täyttää tarkan hitsauksen edellyttämät kohdistukset ja toleranssit.Tämä sisältää ajoneuvon osien koeasennuksen.Kalibrointi: Valaisin on kalibroitu sen varmistamiseksi, että se pysyy täydellisessä linjassa ja säilyttää rakenteellisen eheytensä.4. Laadunvalvonta: Korkeiden laatustandardien ylläpitäminen koko valaisimen valmistusprosessin ajan on välttämätöntä: Tarkastukset: Säännölliset tarkastukset suoritetaan kiinnitysosien tarkkuuden, kestävyyden ja toimivuuden varmistamiseksi.
Toleranssitarkistukset: Tarkat mittaukset ja toleranssitarkastukset tehdään sen varmistamiseksi, että valaisin täyttää vaaditut standardit.
Kohdistuksen tarkastus: Kiinnikkeet tarkastetaan sen varmistamiseksi, että ne säilyttävät oikean kohdistuksen ja suunnan kokoonpanoa varten.5. Rooli autoteollisuudessa: Autojen hitsauskiinnikkeet ovat olennainen osa autojen valmistusprosessia: Alustan hitsaus: Kiinnikkeet varmistavat rungon osien tarkan kohdistuksen, mukaan lukien runko-osat ja jousitusosat.Koripaneelin hitsaus: Ne pitävät koripaneelit, kuten ovet, konepellit ja lokasuojat, oikeissa asennoissa hitsausta varten, mikä edistää ajoneuvon yleistä rakenteellista eheyttä.Saumahitsaus: Kiinnittimiä käytetään saumojen, liitosten ja liitosten hitsaukseen vahvojen ja luotettavien sidosten luomiseksi.
Hitsausautomaatio: Monissa tapauksissa hitsauslaitteet on integroitu robottihitsauskennoihin automatisoitua tuotantoa varten, mikä parantaa tehokkuutta ja yhtenäisyyttä entisestään.6. Räätälöinti autovalmistajille: Autojen hitsauslaitteiden valmistajat ovat usein erikoistuneet luomaan räätälöityjä kiinnikkeitä yksittäisten autonvalmistajien ainutlaatuisiin tarpeisiin.Nämä valaisimet on suunniteltu täyttämään toimialakohtaiset standardit ja vaatimukset, ja ne voidaan sovittaa eri ajoneuvomalleihin valmistajan tuotevalikoimassa.Yhteenvetona voidaan todeta, että autojen hitsauslaitteet ovat kriittinen osa autojen valmistusprosessia.
Ratkaisut (avaimet käteen -ratkaisut)
Body In White -asennusjärjestelmät:
1, täydellinen auton korin hitsauslinja
2, Single ItsenäinenHitsauskenno
CCB ASSYHitsauslaite, lattiapann ASSY-hitsausteline, ohjaushuoneen ASSY-hitsausteline, AB-rengas ASSY-hitsauslaite, istuimen ASSY-hitsauslaite, etuistuimen poikkipalkin hitsausteline, etupään ASSY-hitsauslaite, kojelauta ASSY-hitsauslaite, koppa ASSY-hitsauslaite ja kalliokiinnitys Hitsauslaitteiden valmistaja, suunnitteluyritys ja tehdas.
ISO-hallintajärjestelmä hitsauskiinnittimille
Hitsauslaitteiden tiimimme


Meidän edut
1.Rich kokemus automaattisesta valmistuksesta ja yrityksen johtamisesta.
2. One Stop -palvelu leimaustyökaluille, kiinnikkeiden, hitsauskiinnikkeiden ja kennojen tarkastusta varten ajoituksen ja kustannussäästöjen saavuttamiseksi, viestintämukavuuden maksimoimiseksi asiakkaiden tuottojen maksimoimiseksi.
3. Ammattimainen suunnittelutiimi viimeistelemään GD&T:n yksittäisen osan ja kokoonpanokomponentin välillä.
4. Avaimet käteen -ratkaisun huolto-leimaustyökalu, kiinnikkeiden tarkistus, hitsauskiinnikkeet ja kennot yhden tiimin kanssa.
5. Vahva kyky kansainvälisellä teknisellä tuella ja kumppanuusyhteistyöllä.
6.Big kapasiteetti: tarkastuskiinnike, 1500 sarjaa/vuosi;hitsauskiinnike ja -kennot, 400-600 sarjaa/vuosi;Leimaustyökalut, 200-300 sarjaa/vuosi.
Meillä on yli 352 työntekijää, joista 80 % on vanhempia teknisiä insinöörejä.Työkaluosasto: 130 työntekijää, hitsauskiinnitysosasto: 60 työntekijää, tarkastuskiinnitysosasto: 162 työntekijää, Meillä on ammattitaitoinen myynti- ja projektinhallintatiimi, pitkäaikainen palvelu ulkomailla, tarjouksista tuotantoon, lähetykseen, huoltoon, tiimimme pystyy käsittelemään asiakkaidemme kaikki ongelmat kiinan, englannin ja saksan kielellä.
Suuret projektit Kokemus hitsauskennoista ja hitsauskiinnittimistä
| Suuri hitsauskiinnitysprojekti (2019-2021) | |||||
| Tuote | Kuvaus | Tyyppi | projektin nimi | Määrä (sarjat) | vuosi |
| 1 | CCB WF | Kaarihitsaus | VW MEB31 | 60 | 2019-2021 |
| 2 | CCB WF | Kaarihitsaus | VW MEB41 | 10 | 2020 |
| 3 | CCB WF | Kaarihitsaus | VW 316 | 4 | 2020 |
| 4 | CCB WF | Kaarihitsaus | Ford T6 | 8 | 2021 |
| 5 | CCB WF | Kaarihitsaus | ISUZU RG06 | 3 | 2020 |
| 6 | CCB WF | Kaarihitsaus | Bauto, BSUV | 6 | 2020 |
| 7 | CCB WF | Kaarihitsaus | Bcar, BCAR | 7 | 2020 |
| 8 | Lattiapannu WF | Sopt-hitsaus | SK326/0RU_K Karoq RU | 15 | 2019 |
| VW316/5RU_K Tarek RU (19003) | |||||
| 9 | WS jousilinkki WF | Kaarihitsaus | WL/WS | 4 | 2019 |
| 10 | Poikkipalkit WF | Kaarihitsaus | WL/WS | 12 | 2019-2021 |
| 11 | Etupuskuri WF | Kaarihitsaus | VW281 | 14 | 2019 |
| 12 | Alusta WF | Kaarihitsaus | ISUSU RG06 | 18 | 2019 |
| 13 | SL ASY ja MBR ja EXT ASY | Piste- ja kaarihitsaus | Ford P703 | 25 | 2019-2021 |
| 14 | CCB WF ja Wroking Cell | Kaarihitsaus | ISUSU RG06 | 6 | 2020 |
| 15 | Etupenkin ristikkopalkki WF | Sopt-hitsaus | Volkswagen AG MEB316(20001) | 4 | 2020 |
| 16 | Lattiapannu WF ja tarttujat | Sopt-hitsaus | AUDI/ PORSCHE PPE 41 (19017 Phase 1) | 18 | 2020 |
| 17 | Wheel House WF ja gripperit | Kaarihitsaus | Ford BX755 (19018) | 6 | 2020 |
| 18 | AB Ring WF ja tarttujat | Kaarihitsaus | Ford BX755 (19018) | 14 | 2020 |
| 19 | Dash Panel WF ja tarttujat | Sopt-hitsaus | Etelä-Afrikka Ford T6(17028-1) | 10 | 2020 |
| 20 | Cowl WF ja gripperit | Pistehitsaus | Etelä-Afrikka Ford T6(17028-3) | 6 | 2020 |
| 21 | Etupää WF ja tarttujat | Piste- ja kaarihitsaus | Etelä-Afrikka Ford T6(17025) | 10 | 2020 |
| 22 | Rocker WF ja Grippers | Pistehitsaus | Etelä-Afrikka Ford T6 (19029) | 8 | 2020 |
| 23 | Lattiapannu WF ja tarttujat | Sopt-hitsaus | AUDI/ PORSCHE PPE 41 (19017 Phase 2) | 63 | 2021 |
| 24 | Takapuskuri ja alusta WF | Kaarihitsaus | Ford P703 & J73 | 36 | 2020-2021 |
| Suuri hitsauskiinnitysprojekti (2022) | |||||
| Tuote | Kuvaus | Tyyppi | projektin nimi | Määrä (sarjat) | vuosi |
| 25 | Keskikanavan vahvistus WF | Sopt-hitsaus | Vinfast VF36 | 8 | 2022 |
| 26 | Lattiapannu WF ja tarttujat | Sopt-hitsaus | AUDI/ PORSCHE PPE 41 (19017 Phase 3 & 4) | 39 | 2022 |
| 27 | Lattiapannu WF | Sopt-hitsaus ja projektiohitsaus | Ford P703 PHEV | 29 | 2022 |
| 28 | Lattiapannu WF ja tarttujat | Sopt-hitsaus | Porsche E4 lattiapannu (21050) | 16 | 2022 |
| 29 | Lattiatunneli WF | Lasermerkintä | VW:n lattiatunneli (21008) | 2 | 2022 |
| 30 | Istuin ASSY WF ja työkalut | Kaarihitsaus | BYD Seat ASSY | 40 | 2022 |
| 31 | Lattiapannu WF | Piste- ja kaarihitsaus | Fordin kunnostus | 24 | 2022 |
| 32 | CCB WF | Kaarihitsaus | VW Cyclone CCB (21037) | 10 | 2022 |
| 33 | CCB WF | Kaarihitsaus | VW MQB37 (22022) | 16 | 2022 |
| 34 | A&B-pilari WF | Pistehitsaus | Gestamp GS2203 | 8 | 2022 |
| 35 | Robottisolutukikohta | NA | VW Cyclone | 4 | 2022 |
Hitsauslaitteiden valmistuskeskus
Voimme rakentaa kaikenlaisia erikokoisia hitsauslaitteita, myös suurikokoisia, koska meillä on suuret CNC-koneet.Erilaisten mekaanisten laitteiden, kuten jyrsintä-, hionta-, langanleikkaus- ja porakoneiden, avulla voimme tehokkaasti ja tarkasti ohjata käsittelyprosessia.
25 CNC-sarjaa 2 vuorotyöllä
1 sarja 3-akselista CNC 3000*2000*1500
1 sarja 3-akselista CNC 3000*2300*900
1 sarja 3-akselista CNC 4000*2400*900
1 sarja 3-akselista CNC 4000*2400*1000
1 sarja 3-akselista CNC 6000*3000*1200
4 sarja 3-akselista CNC 800*500*530
9 sarja 3-akselista CNC 900*600*600
5 sarja 3-akselista CNC 1100*800*500
1 sarja 3-akselista CNC:tä 1300*700*650
1 sarja 3-akselista CNC:tä 2500*1100*800



5-akselinen CNC-kone

4-akselinen CNC-kone
Hitsauslaitteiden kokoonpanokeskus



CMM-mittauskeskus hitsauskiinnikkeille
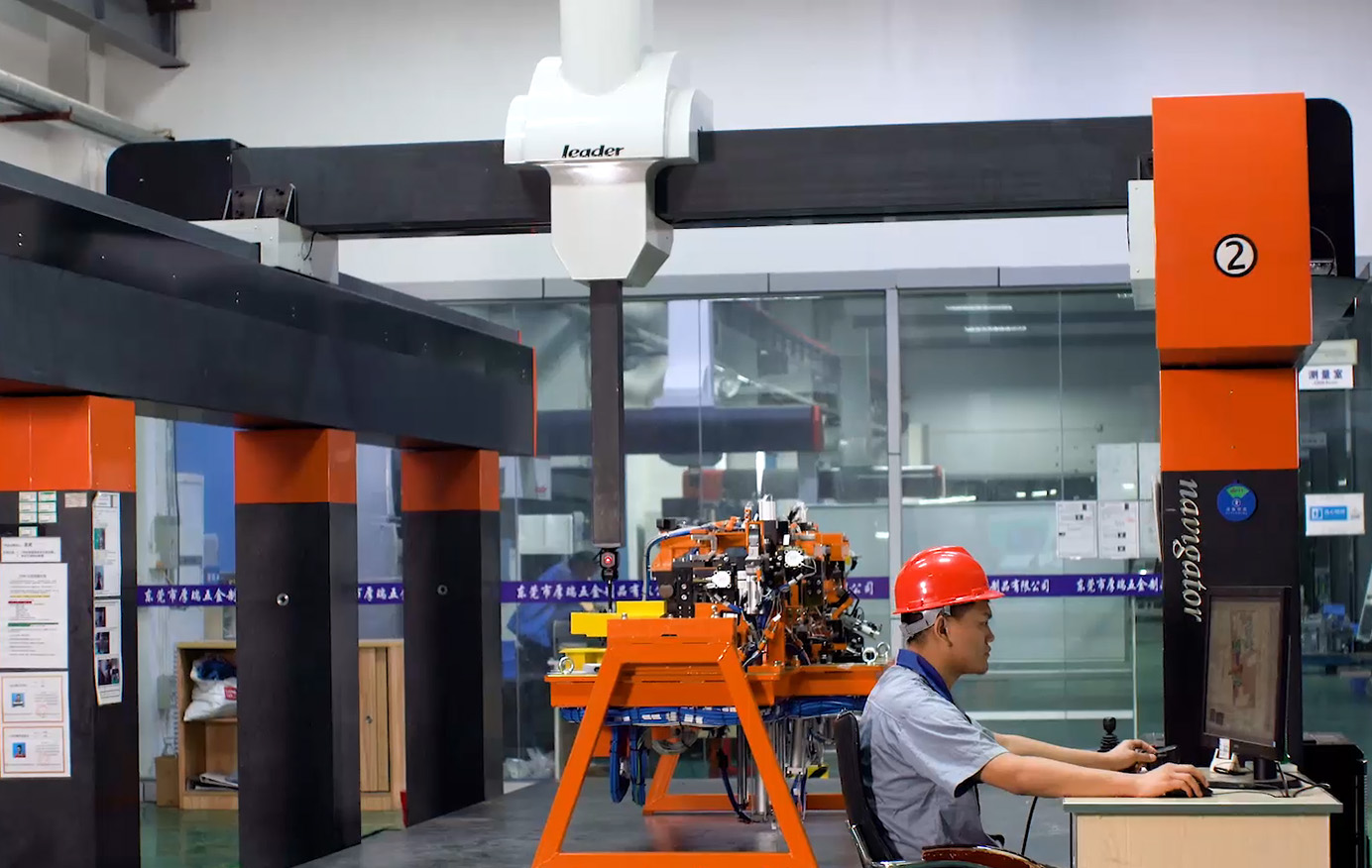


Ohyvä koulutettu henkilökunta huolehtii joka kerta jokaisessa ohjelmassamme.Pystymme toteuttamaan kaikki asiakkaan vaatimukset, jotta voimme olla myös CMM:ssä mahdollisimman tyytyväisiä.
3 CMM-sarjaa, 2 vuoroa/päivä (10 tuntia vuorossa ma-la)
CMM, 3000*1500*1000, Johtava CMM, 1200*600*600, Johtava sinisen valon skanneri
CMM, 500*500*400, kuusikulmio 2D-projektori, kovuusmittari







.png)
.png)